Powerful Vibration Solutions for Small Equipment & Applications
Micro™ Series Electric Vibrators
 The MICRO™ Series delivers all the rugged reliability of a continuous-duty industrial vibrator in a compact, energy-efficient design. These small but mighty rotary electric vibrators are ideal for use on chutes, hoppers, and screens.
The MICRO™ Series delivers all the rugged reliability of a continuous-duty industrial vibrator in a compact, energy-efficient design. These small but mighty rotary electric vibrators are ideal for use on chutes, hoppers, and screens.
The MICRO™ Series is ideal for:
- Small feeding systems
- Fine or delicate screening operations
- Material separation and calibration
- Packaging and bottling lines
- Pharmaceutical, chemical, or food processing
Key Benefits
- Compact size and versatile mounting options
- Powerful enough for continuous duty
- Low operating costs compared to pneumatic vibrators
Features

- Available in four sizes
- Permanently-lubricated bearings to eliminate maintenance
- Epoxy coating and stainless steel end caps for sanitary applications
- Compatible with Stick & Shake™ Adhesive Mounting System [Details]
Product Specs
- Electrical: 115V 1 Ph, 220V 1 Ph, 230V 3 Ph, and 460V 3 Ph
- Operating temperature: 32° – 110°F
- Force (maximum): 60 force-lbs
- Noise level: Less than 80 dBA
What’s Included
- MARTIN® MICRO™ Series Electric Vibrator
- NEA 504: 3′ cord set
- NEA 5020/5050: 6′ cord and inline capacitor
- 30-day money-back guarantee [Details]
- 1-year warranty
Gallery



Downloads and Specifications
| UNBALANCE IN/LBS (CMKG) | CENTRIFUGAL FORCE LBS. (N) | POWER INPUT (KW) | MAX AMP DRAW | ||
|---|---|---|---|---|---|
| 12/24 | 115/220 | ||||
| NED 5016 | 0.06(0.07) | 47.88(213) | 0.02 | 1.4/0.6 | - |
| NEA 504 | 0.09(0.1) | 15.96(71) | 0.024 | - | 0.3/.013 |
| NEA 5020 | 0.35(0.4) | 63.85(284) | 0.035 | - | 0.42/0.17 |
| NEA 5050 | 0.87(1) | 159.8(711) | 0.045 | - | 0.46/0.2 |
| UNBALANCE IN/LBS (CMKG) | CENTRIFUGAL FORCE LBS. (N) | POWER INPUT (KW) | MAX AMP DRAW | |
|---|---|---|---|---|
| 230/460 | ||||
| NEG 5020 | 0.35(0.4) | 63.85(284) | 0.035 | 0.26/0.15 |
| NEG 5050 | 0.87(1) | 159.8(711) | 0.045 | 0.28/0.16 |
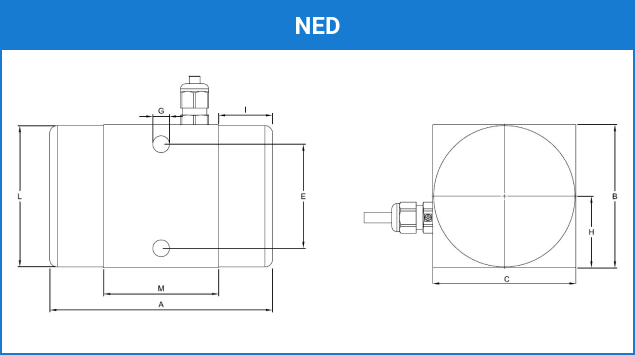
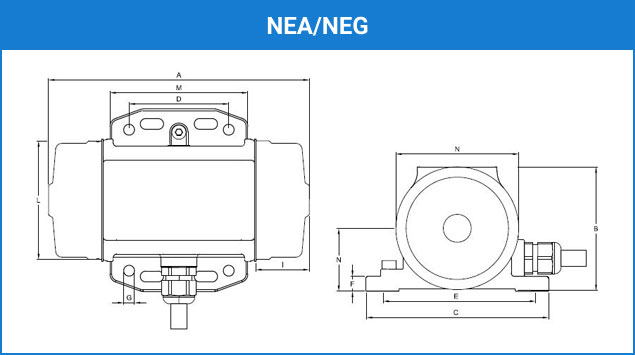
| A | B | C | D | E | F | G | H | I | M | N | L | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| NED 5016 | 4.76(121) | 3.03(77) | 3.03(77) | - | 2.20(56) | - | 0.35(9) | 1.52(38.5) | 1.14(29) | 2.48(63) | - | 2.99(76) |
| NEA 504 | 4.37(111) | 2.64(67) | 3.54(90) | 1.57(40) | 2.95(75) | 0.35(9) | 0.22(5.5) | 1.34(34) | 0.94(24) | 2.32(59) | 2.56(65) | 2.48(63) |
| NEA/NEG 5020 | 6.18(157) | 2.95(75) | 4.33(110) | 2.36(60) | 3.35(85) | 0.35(9) | 0.26(6.5) | 1.50(38) | 1.30(33) | 3.27(83) | 2.91(74) | 2.83(72) |
| NEA/NEG 5050 | 6.65(169) | 2.95(75) | 4.33(110) | 2.36(60) | 3.35(85) | 0.35(9) | 0.26(6.5) | 1.50(38) | 1.54(39) | 3.27(83) | 2.91(74) | 2.83(72) |
Case Studies
-
Chocolate Company Needs Help With Quality Control
Problem
A chocolate mint company in Wisconsin was having quality control problems. Their chocolate mints were not evenly stratified, layered from brown chocolate to green then to dark chocolate.
In addition, they wanted to reduce the re-melt of the product, reduce extra chocolate that was used to compensate for uneven fill, reduce noise, reduce maintenance, be able to vary the output of the vibration, and get guaranteed results.
Situation
The customer desired a clearly stratified candy, ie. layered from brown to green to dark chocolate. He wanted to solve the quality control problems by utilizing a MARTIN® Vibration System to settle the candy as it was poured into trays.
They were using a low-frequency, low-amplitude rapper bar on their fill trays in their chocolate operation. Visualizing an ice cube tray would give you a good idea of how the candy is poured. The rapper bar was giving them inadequate settling of the material, Therefore, the resulting appearance of the candies was not cleanly stratified as depicted in their advertisement. The customer wanted to correct this problem, so MARTIN® Vibration Systems was contacted.
Solution
The solution was a MARTIN® Electric Vibrator, which addressed the following needs:
- Promoted the flow within the mold cavity…the product would become more uniform, reducing re-melt and saving extra chocolate.
- Vibrators are quiet…by replacing the jolt tables with high-frequency energy, a substantial reduction in noise was realized.
- The vibrators are engineered beyond industry standards and are guaranteed with an unconditional 3-year guarantee.
- The units offer a wide range of force by changing the settings on the eccentrics.
The utilization of the XHD™ Series XHD-C5T electrics corrected their problem. The application of MARTIN® Vibration Systems equipment has given them a product they can now feel proud of and advertise accordingly to fit their corporate image. It was a “sticky” situation that we corrected with a “sweet” solution.
-
MOTOMAGNETIC® Electric Vibrator – Bulk Material Flow
Problem
Large bulk materials are the hardest materials to move with flow aids. One plant was experiencing back up with their hog fuel and woods chips.
Situation
A regional plant was experiencing back up and flow problems with their hog fuel and woods chips. BIG BLASTER® Air Cannons are the most effective in getting wood products to flow, however there was no plant air. The solution was an 1800 rpm MARTIN® MOTOMAGNETIC® Electric Vibrator.
Solution
The customer had a flop gate, pant leg arrangement loading the material to an open truck. Because of the shallow angle there were frequent plugs which would back up into the disc screen. A CD18-1670 was mounted to a 1/2“plate with grade five bolts and a compression washer. The plate was welded solid to a 1/8″ X 6″ X 8′ channel. The channel was stitch welded without welding the corners.
The vibrator is operating at about 30% of its capacity and is wired to the motor control center. Overload is set at 1.0 amp/460 volts.
 30-Day Money-Back Guarantee!
30-Day Money-Back Guarantee!
Put the MARTIN® MT-FAST™ Hopper Trailer Vibrator to the test! Use our product for up to 30 days, risk-free. If for any reason you are not completely satisfied, return the product for a full refund.
Simply contact us online or give us a call at 800-474-4538 to speak to a technician about our 30-Day Money-Back Guarantee.